2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
定海625合金焊丝激光堆焊垃圾焚烧换热面
焚烧垃圾,常产生定海高温腐蚀性极强且含有氯离子等的烟气。这些高温烟气通过与定海垃圾焚烧炉内部受热面实现烟气与水蒸汽的换热。受热面往往受到严重的烟气腐蚀。
625合金具备很高的耐氯离子击穿的点腐蚀能力、耐硫及其燃烧后产物腐蚀的能力。为解决腐蚀问题,焚烧炉受热面如水冷壁等采用碳钢加外表面堆焊定海INCONEL625合金(UNS N06625)的方式来实现防腐。
在堆焊过程中,625合金需避免生成碳化物、金属间化合物等降低耐腐蚀的有害物出现。为此需要超低碳含量,同时采用多种微合金化元素来降低金属间化合物在凝固过程中的析出,以防止焊缝在凝固过程中产生热裂纹。
传统工艺一般采用电弧堆焊,现在也有采用激光送粉堆焊工艺。前者热输入量大,会引起工件的大变形(导致装配困难,甚至报废),也会引起母材较大的稀释,从而不得不堆焊更厚的金属比如3mm厚来应对,同时采用脉冲焊、CMT、STT等方式来降低焊接的热输入。而后者会导致粉末材料的利用率不足40%,该工艺适合1mm以下的应用,不适合3mm这样厚的涂层。相比前两种方式,采用激光填丝堆焊会获得好的堆焊效果:与电弧堆焊相比,效率更高,热输入更低,母材稀释率更低;与激光送粉方式比较,材料利用率更高,不受作业厚度限制。

激光填丝焊接,选用1.0mm(或1.2mm焊丝),可以选择热丝电源对焊丝进行预热。选择5000-20000瓦的激光功率。激光器完全可以选择碟片的或光纤的固体激光器。半导体激光器一般功率会低于10000瓦,且光束质量不如固体激光器,它更适合喷涂粉末的作业,因为可以设置很大的光斑。而送丝作业不需要很大的光斑。选择好激光器以后,将激光的焦点调节至0.2-0.7mm,照射在焊丝的端点,焊丝的端点抵触在受热面的待堆焊表面(表面在堆焊前需要清理干净,露出金属光泽)。在侧向需要采用氩气-氮气的混合气体进行保护,即防熔化的金属与空气接触氧化严重,又降低了大功率激光产生的等离子体影响。等离子体的存在是必然现象,它将严重降低激光的传输。等离子的组成即有小到数十纳米的金属微粒,也有金属阳离子,气体阳离子,自由电子和气体原子。
激光的功率密度(106w/cm2)高于电弧,单位时间内,焊丝和母材获得的热量多,而主要的热量被焊丝吸收。电弧除了功率密度低以外,电弧的热量损失更多一些。因此5000瓦的激光束,比5000瓦的电弧更能高效的利用热能。这为更高速度的堆焊提供了前提条件。比如焊接同样一块1mm厚度的碳钢板,不填丝。同样功率下,激光的速度是电弧焊接的2-10倍。这意味着选用激光堆焊可以缩短一半以上的工期,生产效率大幅度提高。
(以上资料来自:北极星固废网讯。)
阿斯米合金常备美国、德国、瑞典和日本进口不锈钢、超级不锈钢、双相钢、镍基合金和钛材板材、棒材、焊材现货及接受材料远期期货定制。关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。
相关产品
 阿斯米合金:200+哈氏合金焊接管顺利过检入用户库
阿斯米合金:200+哈氏合金焊接管顺利过检入用户库 大口径C22哈氏合金焊接管批量定长交付
大口径C22哈氏合金焊接管批量定长交付 HASTELLOY C-22合金焊接说明和填充焊材选择
HASTELLOY C-22合金焊接说明和填充焊材选择 阿斯米合金:625合金焊接管定尺机械抛光交付
阿斯米合金:625合金焊接管定尺机械抛光交付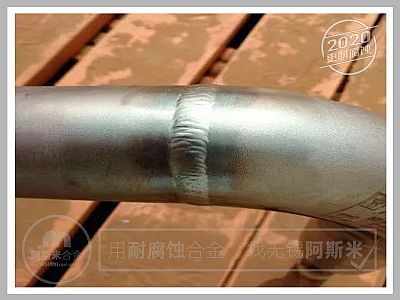 注意两点:纯钛及钛合金焊接的关键点
注意两点:纯钛及钛合金焊接的关键点 N06625 Inconel625合金焊接经验分享
N06625 Inconel625合金焊接经验分享 Inconel625 625合金焊接设备和焊材选择
Inconel625 625合金焊接设备和焊材选择 N06625 Inconel 625合金焊接工艺
N06625 Inconel 625合金焊接工艺 INCONEL625合金焊接管无缝管现货及订制
INCONEL625合金焊接管无缝管现货及订制 INCOLOY 825合金焊接管无缝管哪里找?
INCOLOY 825合金焊接管无缝管哪里找? INCOLOY 20合金焊接管无缝管哪里找?
INCOLOY 20合金焊接管无缝管哪里找? ASTM B622 B619哈氏合金焊接管无缝管批量发货
ASTM B622 B619哈氏合金焊接管无缝管批量发货
相关动态
- 多规格625合金和C276合金标准法兰定制交付2026-3-28
- 哈氏合金C276 C22和625合金板棒配套腐蚀工况测试2025-11-4
- 电子半导体新能源行业采购,耐腐蚀625、C276、C22合金,你该知道!2025-9-11
- 625、C276、C22合金在电子半导体新能源领域上的应用与选材指南2025-9-11
- 电子半导体新能源用625、C276、C22合金采购指南2025-9-11
- 阿斯米合金:美国625合金0.4mm平板国外空运到货2025-2-28
- 精密波纹管制造:0.6mm厚度625合金Grade2放异彩2025-2-26
- 阿斯米合金:大尺寸625合金锻筒车光成品探伤合格交付2024-12-9
- 阿斯米合金整理:“两面派”625合金的特点与市场应用2024-8-22
- Alloy 625LCF成分如何?与625合金相比有什么异同2024-3-9
- N06625合金GR1、GR2和LCF版(N06626)热处理说明2024-3-9
- 625合金焊丝焊条主要焊什么材质母材?2024-3-7
 扫一扫 添加微信好友
扫一扫 添加微信好友