2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
上海哈氏合金C-276焊接十大注意事项
哈氏合金C-276,简称C276,UNS牌号N10276,作为一款常见的镍铬钼合金,适用于含有氧化和还原性介质的化工项目。哈氏合金C-276是仅有的几种耐潮湿氯气、次氯酸盐及二氧化氯溶液腐蚀的材料之一,对高浓度的氯化盐溶液如氯化铁和氯化铜有显著的耐蚀性。,较高的钼、铬含量使合金能够耐上海氯离子腐蚀,钨元素也进一步提高了耐蚀性。
哈氏合金C-276焊接应注意十大事项,阿斯米合金总结有如下:
一、焊前清理
如哈氏合金C-276表面粘附有污物及氧化物,因此焊接前必须对焊接区域进行清理。单边清理的宽度应达到50mm以上,以确保杂质不进入焊接区域。
二、气体保护
哈氏合金C-276必须要采取措施以使焊缝及热影响区的抗腐蚀性能下降到较小,如钨极气体保护焊(GTAW)、金属极气体保护焊(GMAW)、埋弧焊或其它一些可以使焊缝及热影响区抗腐蚀性能下降小的焊接方法。考虑氩气保护效果明显:保护作用好、热量集中、焊缝质量好,热影响区小,焊件变形小,使焊缝及热影响区抗腐蚀性能下降到较小。
三、焊接方法
焊接时一般采用直流正接法进行焊接,直流正接时,钨极温度低,许用电流大,钨级损耗小。
四、焊接坡口
焊前坡口上海机械加工会带来加工硬化,所以对机械加工的坡口处进行焊接前打磨是必要的。焊接坡口不应有分层、折叠、裂纹、撕裂等缺陷。
焊接坡口及其两侧50mm宽度范围内金属表面打磨去除氧化色,并用乙醇、丙酮或丙醇等无氧化物的溶剂清洗去除油脂、水分、粉笔标记等污染物,涂刷溶剂应彩英清洁时不起毛的皮或者纤维素海绵。阿斯米合金提醒,应杜绝无用焊材、工人不洁衣鞋上的有害物质与工件接触,避免对工件污染。
五、焊材选择
上海哈氏合金C276选用上海ERNICRMO-4焊丝,焊条采用ENICRMO-4。这种焊丝具有优异的抗腐蚀性能和工艺性能,其化学成分与母材相似且含锰量比母材高,在焊接时可改善抗裂性和控制气孔。特别超低的碳起到了防止晶间腐蚀的危险。

六、焊前预热
在室温环境下哈氏合金焊接一般不需要预热,只有当空气中的温度低于零度时或者湿气聚集时,才要对母材进行加热,但加热温度也只需达到30-40。
七、层间温度控制
在焊接过程中,焊缝金属在高温(375-875)时间会长时会形成一种Fe-Cr金属化合物,即σ相,σ相的性能极硬而脆且分布在晶界处,造成焊缝金属冲击韧性下降而脆化。采用多层焊时,层间温度必须低于90度,目的防止在375-875过长,引起σ相脆化。
八、焊接时注意
为减少焊接热输入,尽量选用小的焊接电流,快速焊接法进行焊接。另外,由于哈氏合金在收弧位置容易开裂,因此收弧时一定要填满弧坑,在再次起弧焊接前要对前一个弧坑处进行打磨。
九、焊后热处理
在十分苛刻的环境中,C-276材料及焊接件要进行固溶热处理以获得好的抗腐蚀性能。哈氏C-276合金材料固溶热处理,阿斯米合金认为包括两个过程:(1)在1040~1150加热;(2)在两分钟之内快速冷却至黑色状态(400左右),这样处理后的材料有很好的耐蚀性能。
十、焊接工具
加工工具应是镍合金专用清洁工具,这些工具应单独存放,并有明显的标记以防与其它工具混淆。应注意防止工件与熔点低金属接触,以免碳或硫的增加而形成不稳定金属的脆化。制造过程中还应限制测温粉笔、墨水、油膏的使用。
阿斯米合金常备美国、德国、瑞典和日本等国家进口耐腐蚀合金板材、焊材和棒材等现货,可接受上海焊管无缝管、上海法兰管件、上海紧固件等定制,并可提供远期期货订购。
关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。

相关产品
 哈氏C276合金0.2mm薄带及0.05mm以上箔带现货供应
哈氏C276合金0.2mm薄带及0.05mm以上箔带现货供应 哈氏合金C276合金材质M8紧固件定制交付
哈氏合金C276合金材质M8紧固件定制交付 美国SMC产INCONEL ALLOY C-276合金5mm平板切割交付
美国SMC产INCONEL ALLOY C-276合金5mm平板切割交付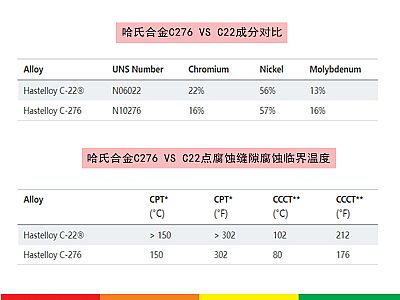 Hastelloy C-22合金与C-276合金成分与耐腐蚀对比
Hastelloy C-22合金与C-276合金成分与耐腐蚀对比 C276合金N10276进口板棒切割环多件顺利交付
C276合金N10276进口板棒切割环多件顺利交付 德国哈氏合金N10276合金6毫米平板双切交付
德国哈氏合金N10276合金6毫米平板双切交付 进口哈氏合金料加工:C276合金M6、M10紧固件
进口哈氏合金料加工:C276合金M6、M10紧固件 INCONEL ALLOY C-276合金3毫米板材定切
INCONEL ALLOY C-276合金3毫米板材定切 阿斯米合金:德国产哈氏C276合金0.5mm在库
阿斯米合金:德国产哈氏C276合金0.5mm在库 阿斯米合金批量供应进口C-276合金板切割环
阿斯米合金批量供应进口C-276合金板切割环 阿斯米合金:新到C276合金0.6mm卷带分卷交货
阿斯米合金:新到C276合金0.6mm卷带分卷交货 阿斯米合金:外径10毫米的C276合金磨光棒到货一批
阿斯米合金:外径10毫米的C276合金磨光棒到货一批
相关动态
- 大口径C22哈氏合金焊接管批量定长交付2024-4-20
- 2毫米美国SMC产C276哈氏合金服务化工设备2024-4-20
- 德国VDM产C22合金5毫米异形切割加工服务用户2024-3-31
- 阿斯米合金:C276哈氏合金0.1mm厚度箔带2024-3-19
- 哈氏合金C22焊接管订做,一支起无门槛服务用户2024-3-14
- 哈氏合金C22锻造圆钢,现货切割快速交付2024-3-14
- 阿斯米合金:哈氏合金C22配套ERNICRMO-10焊丝现货充裕2024-3-13
- 实物比图片更好看的哈氏合金C276材质紧固件, 更耐腐蚀2024-3-9
- 欧美进口高镍焊丝:哈氏合金C276 C22 59合金焊丝大全2024-3-9
- 品质保障,德国进口哈氏合金C276锻棒线切割圆环2024-3-9
- 哈氏C276合金0.2mm薄带及0.05mm以上箔带现货供应2024-3-9
- 满足NACE和G28腐蚀试验的哈氏合金 C276板,找到了2024-3-9
 扫一扫 添加微信好友
扫一扫 添加微信好友