2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
无棣N06625 Inconel 625合金焊接工艺
根据Inconel625合金(UNS N06625)的物理特性和可焊接性,为大程度地保留Inconel625合金的耐腐蚀性及其它优秀特性,根据壁厚的不同选用钨极氩弧焊(GTAW)或氩电联焊(GTAW+SMAW)的焊接方法,并针对其焊接性做了如下有针对性的焊接工艺和措施:
1、625合金焊接前准备:
a)做好防风、防潮措施,户外施工施工使用挡风棚,合理规划施工,尽量减少在现场施焊,未满足规范和设计规定的环境要求不得施焊;
b)将坡口角度加工成65°,大的坡口有利于熔池中气体溢出,并且焊缝成形系数大于1。对电弧焊来说,减弱了焊缝金属结晶在焊缝中心线汇交的情况,减小了出现裂纹、气孔和夹杂物的可能性;
c)对管道、焊丝和焊接工具等进行化学清洗,除去表面的氧化物或其他的低熔化合物,并保证焊缝及坡口两侧各20mm范围内清洁干燥,避免在熔池中加入杂质产生夹渣或其他的缺陷;
d)管道内部充氩气保护,大程度减少空气中的氧气、水、磷、硫和氮等溶解到熔池中;
2、625合金焊接过程中注意事项:
a)控制焊接热输入,为了较小焊缝及母材金属因为过热或者加热时间过长导致晶粒粗大,采用多层多道焊接,每层厚度不大于4~5mm,并选择小电流、高速焊接,焊道与焊道之间错开10mm施焊,并且每焊完一道后间隔一定时间,待层间温度降至60~150℃(推荐100℃)后再继续施焊;
b)焊接初层焊道时,焊丝从焊缝中间缓慢送入,观察坡口根部,当坡口两侧出现圆形熔孔时,表示根部已经焊透,焊接遇到定位焊熔敷金属(点焊)时,需先把熔敷金属打磨干净后再施焊;
c)焊道与焊道之间的焊渣、杂物必须清除干净后再继续施焊,如果因为耽误导致焊缝无法完全焊完,再重新施焊时,必须按照工艺要求,重新对焊缝表面进行处理后再继续施焊;
d)使用划擦法在坡口内引弧,不得在坡口外引弧,避免造成母材污染和焊疤引起裂纹和气孔;采用短弧焊,减少飞溅和气孔,用月牙形运条手法进行盖面焊接,均匀摆动焊条至距离坡口面约1mm处,并用回焊收弧法或划圆收弧法进行收弧,避免弧坑出现气孔和裂纹,氩弧焊接收弧时,待弧坑冷却后再撤去保护气体;
3、625合金焊接后注意事项:
a)焊后检测焊缝表面成型,焊缝余高控制在1~1.5mm以下,过高的余高会导致焊缝内应力向焊趾位置集中,使焊趾处容易出现裂纹,当余高过高时,用磨光机打磨降低余高;
b)小的焊接电流和均匀的焊接手法,能减少咬边缺陷,但当焊缝出现咬边时,需要根据咬边的深浅度进行补焊和打磨至平滑过渡;
c)焊接完成后注意对焊缝的保护,避免焊缝在未完全冷却至常温时被雨水或其他物质急速冷却和污染;
d)在管道水压试验结束后,再次对管道进行化学清洗,使焊缝金属拥有良好的耐腐蚀性;

阿斯米合金常备美国、德国、瑞典和日本进口不锈钢、超级不锈钢、双相钢、镍基合金和钛材板材、棒材、焊材现货及接受材料远期期货定制。关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。
相关产品
 阿斯米合金:200+哈氏合金焊接管顺利过检入用户库
阿斯米合金:200+哈氏合金焊接管顺利过检入用户库 大口径C22哈氏合金焊接管批量定长交付
大口径C22哈氏合金焊接管批量定长交付 HASTELLOY C-22合金焊接说明和填充焊材选择
HASTELLOY C-22合金焊接说明和填充焊材选择 阿斯米合金:625合金焊接管定尺机械抛光交付
阿斯米合金:625合金焊接管定尺机械抛光交付 注意两点:纯钛及钛合金焊接的关键点
注意两点:纯钛及钛合金焊接的关键点 N06625 Inconel625合金焊接经验分享
N06625 Inconel625合金焊接经验分享 Inconel625 625合金焊接设备和焊材选择
Inconel625 625合金焊接设备和焊材选择 INCONEL625合金焊接管无缝管现货及订制
INCONEL625合金焊接管无缝管现货及订制 INCOLOY 825合金焊接管无缝管哪里找?
INCOLOY 825合金焊接管无缝管哪里找? INCOLOY 20合金焊接管无缝管哪里找?
INCOLOY 20合金焊接管无缝管哪里找? ASTM B622 B619哈氏合金焊接管无缝管批量发货
ASTM B622 B619哈氏合金焊接管无缝管批量发货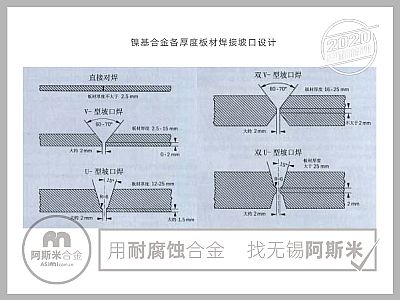 625合金等镍基合金焊接坡口角度和设计
625合金等镍基合金焊接坡口角度和设计
相关动态
- 多规格625合金和C276合金标准法兰定制交付2026-3-28
- 哈氏合金C276 C22和625合金板棒配套腐蚀工况测试2025-11-4
- 电子半导体新能源行业采购,耐腐蚀625、C276、C22合金,你该知道!2025-9-11
- 625、C276、C22合金在电子半导体新能源领域上的应用与选材指南2025-9-11
- 电子半导体新能源用625、C276、C22合金采购指南2025-9-11
- 阿斯米合金:美国625合金0.4mm平板国外空运到货2025-2-28
- 精密波纹管制造:0.6mm厚度625合金Grade2放异彩2025-2-26
- 阿斯米合金:大尺寸625合金锻筒车光成品探伤合格交付2024-12-9
- 阿斯米合金整理:“两面派”625合金的特点与市场应用2024-8-22
- Alloy 625LCF成分如何?与625合金相比有什么异同2024-3-9
- N06625合金GR1、GR2和LCF版(N06626)热处理说明2024-3-9
- 625合金焊丝焊条主要焊什么材质母材?2024-3-7
 扫一扫 添加微信好友
扫一扫 添加微信好友