2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
小店N06059镍基59合金焊接试验说明
59合金焊接试验目的
N06059镍基合金含有较多的Cr、Mo、Ni等合金元素,具有较高的热强性能,这给材料的焊接加工带来了一定的难度。特别是在焊接过程中局部受热的情况下,如不加以控制很容易引起较大变形。因此,焊接时应严格限制热输入量,以避免变形过大和耐蚀性能下降。
焊接试验的焊接试板材质为小店N06059合金,试板尺寸(长X宽X厚)为400mmX150mmX3mm,数量2件,拼焊成400mmX300mmX3mm。焊接试验模拟产品正常焊接过程,在保证焊接工艺参数正确的情况下,通过焊接试验检验焊接接头的力学性能及抗腐蚀性,为产品的正常焊接提供正确的工艺参数。

焊接试验及焊接参数
N06059合金的焊接采用钨极惰性气体保护焊,选用ERNiCrMo-13焊丝作为填充材料,为保证焊缝的力学性能和按ASTM G28—2002《锻件、富镍以及含铬合金晶间腐蚀敏感度探测》B法所做的晶间腐蚀试验符合杜邦公司腐蚀率小于o.3 mm/a的要求,获得质量良好的焊接接头,除认真做好焊前清洁,尽量避免铁离子污染外,还要严格控制焊接过程的热输入。
焊接试验前打磨抛光焊缝两边50mm范围内的正反两面,并用丙酮擦洗。填充焊丝为ERNCrMo-13,焊丝直径为1.6 mm,采用GTAW自动焊焊接,焊接电流100~130 A,电压12~18 V,采用99.99%氩气保护。
焊缝检验
(1)射线检测(RT)按照JB/T 4730.1~4730.6-2005《承压设备无损检测》,I级合格。
(2)渗透检测(PT)按文献E3-1的规定,I级合格。
(3)力学性能检测 按《GB/T 228--20026金属材料拉伸试验》标准试验。从检查结果来看,各项指标均满足标准值要求。
(4)抗腐蚀性试验
参照美国杜邦公司的相关规定进行试验和评判。按ASTM G28--2002《锻件、富镍以及含铬合金晶间腐蚀敏感度探测》B法进行腐蚀试验,试验周期为24h。试验结果为腐蚀率0.255 mm/a,小于杜邦公司腐蚀率小于0.3 mm/a的规定。
资料来自网络,版权归原作者所有。阿斯米合金整理,仅为学习分享。

相关产品
 欧美进口高镍焊丝:哈氏合金C276 C22 59合金焊丝大全
欧美进口高镍焊丝:哈氏合金C276 C22 59合金焊丝大全 59合金、C22、哈氏C276配套焊丝来了!ERNICRMO-13、10、4
59合金、C22、哈氏C276配套焊丝来了!ERNICRMO-13、10、4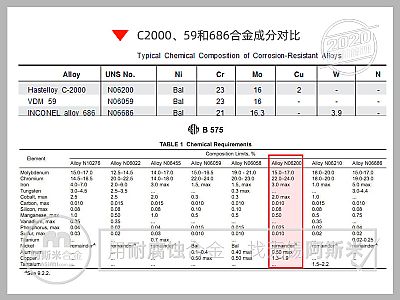 哈氏合金C2000、59合金和686成分对比
哈氏合金C2000、59合金和686成分对比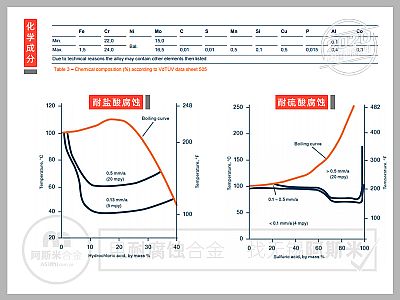 N06059 59合金耐盐酸和硫酸腐蚀性能(图文)
N06059 59合金耐盐酸和硫酸腐蚀性能(图文) INCOLOY 25-6Mo脱硫1.4529合金,你了解多少
INCOLOY 25-6Mo脱硫1.4529合金,你了解多少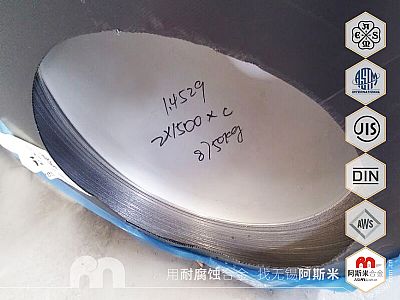 1.4529合金N08926化学成分、性能与市场应用
1.4529合金N08926化学成分、性能与市场应用 N06059合金
N06059合金
相关动态
- 阿斯米合金:光亮退火600合金换热管检测合格交付2024-10-11
- N06625合金GR1、GR2和LCF版(N06626)热处理说明2024-3-9
- N06200是什么材质合金?有现货吗?2024-3-7
- N06601合金的热处理温度和加工性能2024-3-6
- 美国德国N06600合金3mm、5mm和8mm厚板现货在库2024-2-26
- 【小知识】N06600合金热处理、硬度和软化2024-2-25
- C-22哈氏N06022合金3mm卷开平板服务制药机械2024-2-24
- 美国ATI产N06022哈氏合金4毫米C22平板现货发运2024-2-20
- 哈氏合金C22 N06022合金标准:涉及板棒管锻件等形态2024-2-19
- N06625合金0.8mm和1.5mm服务补偿器用户2023-8-9
- 阿斯米合金:N06600合金1.0mm、2.0mm平板现货2023-7-2
- 16mm厚N06601合金板切割法兰盘交货2023-1-4
 扫一扫 添加微信好友
扫一扫 添加微信好友