2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
钛材深加工常用到的几种工艺
钛材深加工会遇到以下几种加工工艺:弯曲成型、深冲压重新、涨结和旋压成型,材料包含常用的纯钛GR.1、GR.2、GR.5和GR.12钛合金。
阿斯米合金为您汇总如下:
1、弯曲成型
折弯弯曲是塑性和弹性变形相结合的加工工艺,是钛材深加工制造常见的成型方式。弯曲变形时,要考虑回弹量。钛材的弯曲角度一般可以大于90°,但必须满足小弯曲半径要求。直径小于50mm的钛管可进行冷弯。冷弯后推荐消应力退火处理。钛管热弯按受力分为拉弯和推弯。纯钛加热温度一般为177-350度,钛合金可加热到427度,此时屈服强度降低25-50%,塑性降低,回弹角很小。
2、冲压成型
钛板及钛合金冲压成型相对比较困难,其弯曲半径比常用钢、有色金属要大。
国内一般采用的冲压成型方法有:冷成型热成型和预成型后热矫型。
A、冷成型只应用于壁薄、变形量小、弯曲半径大、尺寸度要求不高的工件。当冷成型变形量较大时,可以采用冷冲压和工序间退火的方法。冷冲压成型后需进行终退火;消除加工留存的残余应力。
B、形状复杂、变形量较大的钛板及钛合金工件,可采用热冲压成型。在较低温成型时,加热温度为200-350度,应变形量可达40%;高温成型时,加热温度可达600-800℃,适宜于板坯较厚、变形量较大,且成型尺寸较大的工件成型。加热方法主要有三种:加热模具、加热毛坯、同时适当加热模具三种。热成型后钛工件要进于喷砂、酸洗等表面处理,消除氧化皮和污染层。预成型后热矫型指先常规冲压制作预成型件,然后在专用机床或专门装置上加热矫型,以消除残余应力和回弹,使工件达到所要求的行状和尺寸。

3、旋压成型
旋压成型综合了锻造、挤压、拉伸、弯曲、环轧和横轧滚压等工艺特点。旋压成型工艺有变形条件好、材料利用高(可节约材料20%-50%),制品表面光洁度高、尺寸差小等特点。
4、胀接
按胀接方法可分为机械胀接、柔性胀接和爆炸胀接。
胀接法广泛应用于钛管-钛板结合,是靠管子和管板变形来达到紧密连接的一种机械方法。
胀接是制造列管式热交换器的重要工序,钛管与钛管板连接时,胀管度(内径扩大率〉应为1-6%为宜。胀管度以管壁减薄率表示时,可以达到5%。
阿斯米合金常备美国、德国、瑞典和日本进口不锈钢、超级不锈钢、双相钢、镍基合金和钛材板材、焊材和锻棒等,以及接受法兰管件、焊管无缝管、紧固件、精密薄带、箔带等定制。关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。
相关产品
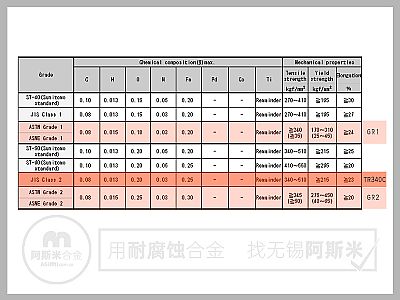 JIS H4600 TR340C:钛材GR1和GR2的中间材料
JIS H4600 TR340C:钛材GR1和GR2的中间材料 对应美标的纯钛材和钛合金牌号成分,拿走不谢
对应美标的纯钛材和钛合金牌号成分,拿走不谢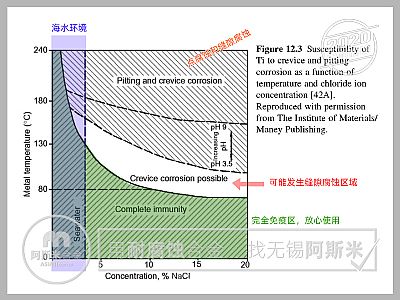 耐氯离子钛材在不同温度和浓度的海水应用
耐氯离子钛材在不同温度和浓度的海水应用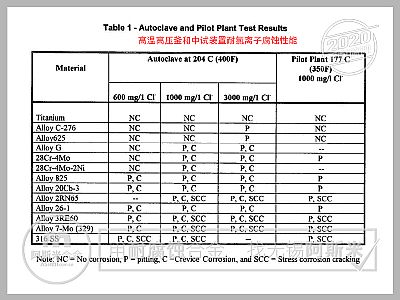 C276、625合金和钛材的高温氯离子腐蚀对比
C276、625合金和钛材的高温氯离子腐蚀对比 钛材丝网滤网、除沫器、汽液过滤网
钛材丝网滤网、除沫器、汽液过滤网 不锈钢、超级不锈钢和钛材所耐氯离子腐蚀
不锈钢、超级不锈钢和钛材所耐氯离子腐蚀 钛材耐酸、碱溶液及腐蚀应用选材表
钛材耐酸、碱溶液及腐蚀应用选材表
相关动态
- 纯钛和钛合金的酸洗酸液配比和注意事项2023-8-12
- 为什么钛锆钽不能用于含氟化物环境2021-11-19
- 耐氯离子钛材在不同温度和浓度的海水应用2021-11-14
- 湿氯气能选用316L吗?请选钛或C2762021-3-3
- 钛材丝网滤网、除沫器、汽液过滤网2020-7-1
- 纯钛GR.1-4和钛合金GR.5应使用温度上下限2020-6-2
- 纯钛GR.1和GR.2的焊接工艺说明和要点2020-4-7
- 工业纯钛GR.1和GR.2材料特性和焊接特点2020-4-6
- 氯化钙腐蚀2020-3-1
- 钛材耐酸、碱溶液及腐蚀应用选材表2020-2-5
 扫一扫 添加微信好友
扫一扫 添加微信好友