2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
好文:耐腐蚀镍基合金焊接五大注意事项
镍基合金含有耐腐蚀和耐高温两个系列,一般耐腐蚀合金采取固溶热处理退火方式,耐高温合金时效硬化强化热处理。钨极气体保护电弧焊不仅可用于焊接固溶镍基合金,而且可用于焊接时效强化型镍基合金。
1、做好焊前清理准备,避免热裂纹
镍基耐腐蚀合金都具有较高的热裂纹敏感性。热裂纹发生在高温状态,但在常温下不再扩展。如何避免热裂纹呢?从焊前准备工作开始。焊件表面的清洁性是成功焊接镍基耐蚀合金的一个重要要求。焊件表面的污染物主要是表面氧化皮和引起脆化的元素。合金表面氧化皮的熔点比母材高得多,常常可能形成夹渣活细小的不连续氧化物。这类氧化物特别细小,一般用射线探伤和着色渗透也检查不出来。S、P、Pb、Sn、Zn、Bi、Sb和As等凡是能和镍元素形成低熔点共晶的元素都是有害元素。这些有害元素增加镍基耐蚀合金的热裂纹倾向。如果焊件焊后不再加热,焊缝每侧清理区域向外延伸50mm,包括钝边和坡口。在焊接预热或焊接前,必须完全清除这些杂质。
2、限制热输入
在选择焊接方法和焊接工艺时,必须考虑到母材的晶粒尺寸。采用高热量输入焊接镍基耐蚀合金可能产生不利影响,包括在热影响区产生一定程度的退火和晶粒长大。高热量输入可能产生过度偏析、碳化物沉淀或其它有害冶金现象,这些都可能引起热裂纹或降低耐蚀性。当焊接出现问题时应改进焊接工艺,减少热输入或采用低热输入的焊接方法。

3、过匹配焊材配套
对于大多数镍基耐蚀合金,焊后对耐蚀性能并没有多大影响。基本每种镍基合金均有对应母材成分近似但耐蚀性略高于母材的填充材料,因此可确保焊缝耐蚀性与母材相当。
关于焊材要求,可参见《“过匹配合金”焊接填充金属对焊缝耐腐蚀性的影响》一文。

上表为625合金ERNICRMO-3焊丝的实际成分,右下角为ASTM B443标准对625合金母材的成分规定,可以看出,对NI、CR含量有些提升,而对FE、SI、P和S基本严格控制,Nb+Ta元素予以了确保,从而很好解决了镍烧损和一定程度的铬偏析,对焊缝耐腐蚀性能予以了保证。
4、焊接操作要求
液态焊缝合金流动性差,若焊接电流超过推荐范围不仅使熔池过热,增大热裂纹敏感性,而且使焊缝金属中的脱氧剂蒸发,出现气孔。因此需要考虑采用焊条(焊丝)的摆动工艺;焊缝金属熔深浅,并不能通过增大焊接电流来增加熔深。这就要求焊接接头钝边的厚度要薄一些;当母材温度低于15℃时,应对接头两侧250~300mm宽的区域内加热到15~20℃,以免湿气冷凝。此外,有时为保证使用中不发生晶间腐蚀或应力腐蚀现象,会进行必要的焊后热处理。
阿斯米合金常备美国、德国进口不锈钢、超级不锈钢、双相钢、镍基合金和钛材板材、棒材、丝网、焊材现货及接受材料远期期货定制。
关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。

相关产品
 阿斯米合金:200+哈氏合金焊接管顺利过检入用户库
阿斯米合金:200+哈氏合金焊接管顺利过检入用户库 大口径C22哈氏合金焊接管批量定长交付
大口径C22哈氏合金焊接管批量定长交付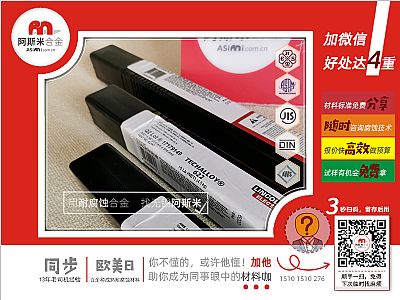 HASTELLOY C-22合金焊接说明和填充焊材选择
HASTELLOY C-22合金焊接说明和填充焊材选择 阿斯米合金:625合金焊接管定尺机械抛光交付
阿斯米合金:625合金焊接管定尺机械抛光交付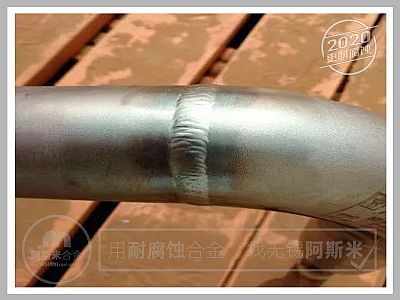 注意两点:纯钛及钛合金焊接的关键点
注意两点:纯钛及钛合金焊接的关键点 N06625 Inconel625合金焊接经验分享
N06625 Inconel625合金焊接经验分享 Inconel625 625合金焊接设备和焊材选择
Inconel625 625合金焊接设备和焊材选择 N06625 Inconel 625合金焊接工艺
N06625 Inconel 625合金焊接工艺 INCONEL625合金焊接管无缝管现货及订制
INCONEL625合金焊接管无缝管现货及订制 INCOLOY 825合金焊接管无缝管哪里找?
INCOLOY 825合金焊接管无缝管哪里找? INCOLOY 20合金焊接管无缝管哪里找?
INCOLOY 20合金焊接管无缝管哪里找? ASTM B622 B619哈氏合金焊接管无缝管批量发货
ASTM B622 B619哈氏合金焊接管无缝管批量发货
相关动态
- 不锈钢、镍基合金、双相钢封头、管帽下料表,你值得收藏2025-9-25
- 日本高镍及镍基合金无缝管各国牌号对应表2024-3-9
- 常见纯镍及镍基合金的焊丝焊条选择2024-3-9
- 镍基合金焊条的储存和半月形焊接变形起因分析2023-11-24
- ASME SA-265镍和镍基合金复合钢板规范2021-8-16
- 镍基合金异种钢焊接常见问题及解决措施2021-6-20
- 美国ATI镍基合金UNS牌号、应用和ASME标准对照2021-6-12
- FGD设备脱硫部位及不锈钢、镍基合金选择2021-6-8
- 镍基高温合金难加工性的三大表现2021-6-6
- 镍基合金600材质,用什么配套焊材2021-5-9
- 镍基合金与不锈钢碳钢等异种钢焊接注意问题事项2020-11-25
- 不锈钢和镍基合金板抛光表面种类2020-6-19
 扫一扫 添加微信好友
扫一扫 添加微信好友