2205双相钢2507双相钢254SMO904LN08367N08926合金哈氏合金C276哈氏合金C22INCONEL600INCONEL625INCOLOY800N08810INCOLOY825MONEL40020合金纯镍NI201钛GR.1钛GR.2钛合金GR5ERNICRMO-3ERNICRMO-4253MAN06601合金310SC2000合金N07718合金N06059合金G30合金31合金锆ZR702ERNI-1ERNiCu-7焊丝ERNiCr-3焊丝Invar36因瓦合金
哈氏合金C276热处理温度和工艺
哈氏合金C276,UNS N10276合金,热处理方式一般为固溶退火。
对于哈氏合金的退火前,应注意表面保持清洁,在加热前和加热过程中远离污染物非常重要。如果在低熔点含硫、磷、铅或其他金属污染物的环境中加热,则会变得脆弱,这些污染物的来源包括标记标记、温度指标、油脂和液体以及烟道气。这种烟气必须含有低硫;例如,天然气和液化石油气中硫含量不超过0.1%,城市空气中硫含量不超过0.25克/立方米,燃油硫含量不超过0.5%。
哈氏合金C276固溶退火应在1100至1160°C(2,012至2,120°F)之间的温度下进行,推荐温度在1150°C。 退火期间的保留时间取决于半成品的厚度,如没有特殊要求,板材的退火温度可参考以下计算。
对于d <10 mm(0.4 in)的厚度,保持时间为t = dx3 min/mm。
对于厚度d = 10至20毫米(0.4-0.8英寸),保持时间为t = 30分钟+(d-10毫米)x2分钟/毫米。
对于d = 20毫米(0.8英寸)的厚度,保持时间为t = 50分钟+(d-20毫米)x1分钟/毫米。

因为退火炉子类型很多,涉及不同的装载,卸载和操作形式,故对于加热,退火,腐蚀的时间没有具体规定,只有一般准则。
应当使用连接的热电偶来测量被退火工件的温度,并且仅在整个区域内温度均衡时且工件的温度已达到建议的退火温度,才开始记录退火时间。应当记住,截面的中心比表面要花费更长的时间才能达到退火温度。通常,保温时间长短并非至关重要。
阿斯米合金常备美国、德国进口不锈钢、超级不锈钢、双相钢、镍基合金和钛材板材、棒材、丝网、焊材现货及接受材料远期期货定制。
关注“阿斯米合金”,了解更多先进耐腐蚀合金材料。用耐腐蚀合金,找无锡阿斯米。

相关产品
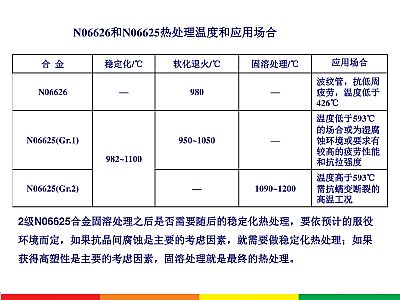 N06625合金GR1、GR2和LCF版(N06626)热处理说明
N06625合金GR1、GR2和LCF版(N06626)热处理说明 N06601合金的热处理温度和加工性能
N06601合金的热处理温度和加工性能 固溶加时效硬化热处理718合金棒美美交付
固溶加时效硬化热处理718合金棒美美交付 闲话哈氏合金C-22合金热处理保温时间
闲话哈氏合金C-22合金热处理保温时间 阿斯米合金:帮您快速了解哈氏合金C-276热处理
阿斯米合金:帮您快速了解哈氏合金C-276热处理 600合金各国牌号、热处理退火、加工和应用简介
600合金各国牌号、热处理退火、加工和应用简介 哈氏合金B-3固溶热处理温度注意事项
哈氏合金B-3固溶热处理温度注意事项 MONEL400合金如何进行热处理?温度多少呢?冷热加工呢?
MONEL400合金如何进行热处理?温度多少呢?冷热加工呢? 【小知识】N06600合金热处理、硬度和软化
【小知识】N06600合金热处理、硬度和软化 718高温合金GH4169的热处理
718高温合金GH4169的热处理 SOFC用Crofer 22H加工、热处理和焊接,这些你该知道
SOFC用Crofer 22H加工、热处理和焊接,这些你该知道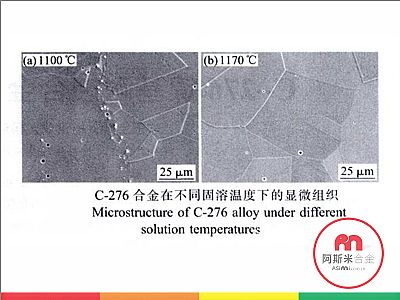 哈氏合金C276无缝管加工的注意事项和热处理要点
哈氏合金C276无缝管加工的注意事项和热处理要点
相关动态
- 解密哈氏合金C22、C276板棒管在半导体哪些场景和部位上应用?2026-6-10
- 因材制宜 匠心加工|线切割 + 锻打C276 哈氏合金圆环服务化工设备2026-4-11
- 新上!国产哈氏合金C276棒材现货及定切服务2026-4-10
- 多规格625合金和C276合金标准法兰定制交付2026-3-28
- 废料多?成本高?哈氏合金 C276 进口板切圆环,阿斯米帮您……2026-3-22
- 哈氏合金C22和C276棒材实心圆钢都有哪些现货?直径对照表2026-3-16
- 哈氏合金C276 和 C22 有什么区别?哪个更耐腐蚀?应用如何2026-3-13
- 统一回复:进口C276和国产C276材料的区别和选择2026-3-12
- 耐腐蚀哈氏合金C276板材价格今日报价2026-3-11
- 254SMO定切无缝管与哈氏合金C276定尺板顺利交付2026-3-10
- 快速找到哈氏合金C276板棒无缝管焊材配套,阿斯米给您更多2026-3-10
- 如何快速找到哈氏合金C276无缝管的现货配套商?阿斯米给您答案2026-1-30
 扫一扫 添加微信好友
扫一扫 添加微信好友